power尺的功能主要用于设计各种刻度,打开EzCad 2,在激光菜单中选择“power尺”。
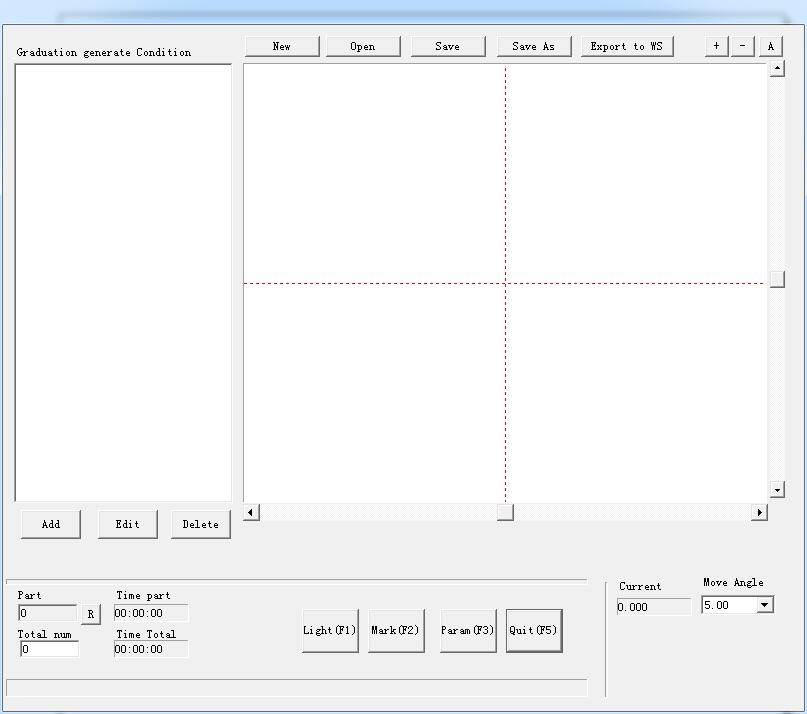
点击“权力的统治者,标记对话框如图所示:
新文件:该软件将关闭您正在编辑的文档,同时创建一个新文件。
打开文件:当点击“打开”时,软件会弹出打开文件对话框,要求你选择要打开的文件。
保存文件:将当前文件保存到磁盘。
保存为:以另一个名称将当前文件保存到磁盘。
导出到WS:将文件导出到软件工作区。
编辑:修改内容。
删除:删除内容。
点击“添加,然后编辑标尺,如下图所示对话框:
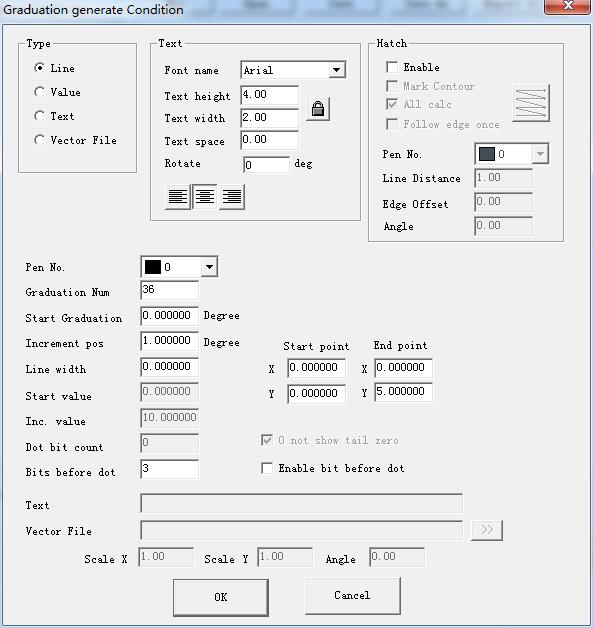
类型:
线:当前参数是线路参数值。
值:当前参数值为参数值。
文本:当前参数是文本参数值。
VectorFile:当前参数是vectorfile参数值。
文本:
旋转:文字旋转的角度。
口:
笔号:此项表示将标记带有所选钢笔编号的对象。
毕业Num:总毕业数需要标记。
开始毕业:设置开始标记毕业的位置。
增量pos:相邻两行之间的空间
线宽:设置线的宽度。
起点:设置直线的起始点。
终点:设置直线的终点。
开始值:设置行的起始值。
公司价值:设置该行的Inc.值。
点位计数:设置行的点位计数。
0不显示尾零:0后面没有显示0。
文本:在标尺上显示文字信息。当我们选择“文本”时,我们可以看到这个图,我们可以在白色框中编译文本内容。
矢量文件:在标尺上显示矢量文件的信息。
规模X:向量文件的宽度。
Y:规模向量文件的高度。
角度:矢量文件和X轴之间的角度。
例如:做一把30厘米(300毫米)长的直尺:
设置好外轴后,选择直尺,点击“添加”,弹出设置直线对话框。
设置最长的度数为10:从零到三百有三十一度十线,从工件的起始刻度处,间距为十毫米,长度为七毫米,从而使“毕业数”为三十一,“起始刻度”为0,“增量pos”为10,“起点”为(零,零),“终点”为(零,七);
设置度五:有从零到三百的三十度五行,从五毫米开始的毕业,间距为十毫米,长度为五毫米,从而使“毕业数”为三十,“开始毕业”为五,“增量pos”为十,“起点”为(零,零),“终点”为(零,五);
设置度数为1:有二百四十度一个从0到三百行,为了避免与学位十学位五叠加,学位一线需要设置四次:从一个毫米,两毫米,3毫米,4毫米,空间5毫米,长度是3毫米,以“毕业Num”是60,“开始毕业”是一个,两个,三个,四个,五“增量pos”,“起点”(0,0),“终点”是(0 3);
设置值:选择“值”,只输入度数十行,则“毕业数”为三十一,“起始毕业数”为零,“增量pos”为十,“起始值”为零,“inc值”为十,“起始点”为(零,零),“结束点”为(零,八);
设置标尺的单位:选择“文本”,“毕业数”为1,根据实际情况输入“开始毕业”和“起始点”,输入能显示的文本内容。
现在,30厘米直尺完成了。
环形尺或圆盘尺制作方法:首先,点击弹出的对话框“参数”来设置外部轴。
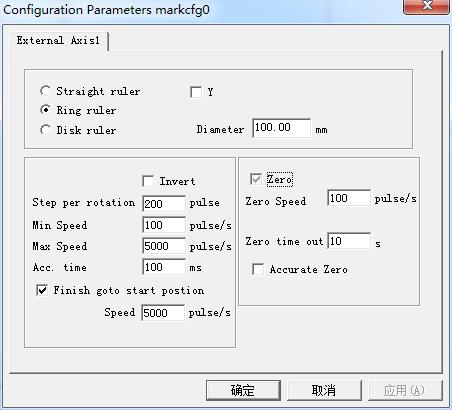
直尺/环尺/圆盘尺:尺的类型当前需要标记,选择为启用。
直径部分:工件的准确直径用“环形尺”或“圆盘尺”表示。
相反:反转膨胀轴的移动方向。
每轮脉冲:膨胀轴电机的脉冲数使需要一圈。我们可以通过以下公式计算每转X的脉冲数:
X = (360 / N) * N
X为每轮脉冲数;
N为电动机的步进角;
n指驾驶员细分编号;
最低速度:膨胀轴的最小速度;
最高速度:膨胀轴的最大速度;
加速时间:膨胀轴由最小速度向最大速度移动的时间。
完成后回到开始位置:加工结束后,膨胀轴回到起始位置;
速度:完成标记后,轴回到初始位置的速度。
零:当前扩展轴是否有零开关输入信号。没有零信号,软件无法建立绝对坐标。标记一组零件,我们需要在相同的位置做每个标记。在无零信号的情况下,为了每次在相同位置打标,系统以当前展开轴为默认原点打标。零件加工完成后,系统自动将轴移到原位置。这样,每个部分都会被标记在相同的位置。
如果启用零,将自动找到零切换器。软件在找出零切换器后创建一个绝对坐标。如果系统没有找到零切换器,则扩展轴不能使用,直到参数零超时设置的指定时间过期。
转零速度:膨胀轴为零时的移动速度。
准确的零:选择时,该轴在走零过程中必须给出3个零信号;如果它没有被选中,轴只需要一个信号。
正确的轴:如果在指定时间内未能到达零位切换器的装配位置,系统将显示“零位超时”。
返回“Power尺”,类似制作直尺的方法来完成图形。